
Инвертор – современный и удобный в использовании источник сварочного тока
Инвертор – современный и удобный в использовании источник сварочного тока. Находит применение у профессионалов и любителей, на стройках и производствах, в мастерских и автосервисах, при проведении сантехнических и монтажных работ. Благодаря компактным размерам часто его выбирают для выездных работ и эксплуатации на высоте. Очень популярны инверторы в быту: их покупают на дачу, в гараж или частное хозяйство. Это обусловлено не только доступной ценой, но и простотой использования – даже новичок с таким аппаратом сможет освоить сварку. Легко получить аккуратный, ровный шов без риска залипания электродов и непроваров, а сам процесс сварки характеризуется легким розжигом и стабильной дугой. Сварить арматуру или мангал, водопроводные трубы или бак для воды, автомобильный глушитель или калитку – для всех этих задач подойдет инвертор.
Так в чем же особенность аппарата? И как он устроен? Чтобы ответить на эти вопросы, познакомимся с ним поближе. Из нашей статьи вы узнаете о конструкции и внутреннем устройстве. Начнем с внешнего осмотра.
Инвертор снаружи
Сварочный инверторный аппарат представляет собой электронное устройство в компактном корпусе. Подключается к электросети с помощью электрошнура. В специальные разъемы на корпусе вставляются сварочные кабели в соответствии с нанесенной маркировкой – плюс и минус. На фронтальной части имеется панель управления с кнопкой и индикацией включения, дисплеем для контроля силы тока и регуляторами этого значения – кнопками или поворотной ручкой. На моделях, рассчитанных на несколько видов сварки, есть переключатель режимов, например, с ММА на TIG. На корпусе имеются вентиляционные отверстия для охлаждения аппарата во время работы, а в верхней части предусмотрен ремень или ручка для удобства переноски. Для устойчивости инвертора в основании есть опорные ножки.

Инвертор внутри
Прежде чем заглядывать под корпус, вспомним принцип работы инверторного аппарата. Он заключается в преобразовании переменного тока электросети в постоянный сварочный ток высокой частоты. То, как это происходит, как раз и определяется особой начинкой оборудования. Перечислим основные компоненты.
Силовой блок
Отвечает за выпрямление тока и его преобразование. Состоит из следующих деталей.
- Сетевой выпрямитель включает в себя мощный диодный мост и электролитические конденсаторы (черные бочонки). В этой части устройства переменный сетевой ток частотой в 50 Гц выпрямляется и становится постоянным, затем подается на инвертор. Компоненты сетевого выпрямителя занимают достаточно много места на печатной плате оборудования. Диодный мост зафиксирован на охлаждающем радиаторе, чтобы при протекании больших токов исключить перегрев. Для срабатывания термозащиты на радиаторе есть специальный предохранитель, который реагирует на достижение критической температуры.
- Помеховый фильтр включает в себя дроссель на магнитной катушке. Служит для подавления электромагнитных помех, которые могут оказывать воздействие на электросеть.
- Инвертор сконструирован из транзисторов. Самые мощные из них – ключевые, крепятся на радиатор для охлаждения. Сквозь обмотку трансформатора импульсного типа с большой частотой происходит коммутация постоянного напряжения. Важно отметить, что частота переключений между транзисторами может достигать 50 – 60 кГц. Высокочастотный трансформатор необходим для понижения напряжения. А коммутирующие транзисторы служат для преобразования постоянного тока в переменный. В импульсном трансформаторе происходит основной процесс получения тока, который соответствует характеристикам, необходимым для сварки. В первичной обмотке идет ток малой силы, но большого напряжения, во вторичной – большой силы и малого напряжения. Он и направляется к мощным диодным выпрямителям. В разных инверторах используются разные транзисторы. MOSFET гораздо доступнее по стоимости, поэтому удешевляют себестоимость оборудования. Однако они имеют большие размеры, и их требуется большее количество. Для аппарата с теми же характеристиками, собранного на основе IGBT-транзисторов, этих элементов понадобится в 2 раза меньше, и они будут меньших размеров. Кроме того, они меньше подвержены перегреву, поэтому непрерывная работа аппарата будет дольше. Для предотвращения повреждения транзисторов опасными выбросами напряжения устанавливаются демпфирующие цепи.
- Выходной выпрямитель создан из мощных быстродействующих диодов. Скорость их срабатывания – 50 наносекунд, что позволяет выпрямлять переменный ток с высоким значением частоты. Стоит отметить, что обычные диодные компоненты не справятся с такой нагрузкой и быстро выйдут из строя. Для предотвращения перегрева быстродействующие диоды крепятся на радиатор.
- Пусковая схема включает в себя элементы питания компонентов силового блока. Через последовательно включенные резисторы питание с основного выпрямителя подается к стабилизатору, а затем – на управляющую схему. Выпрямленный ток также задействуется для работы вентилятора охлаждения и световых индикаторов на панели прибора. Еще одним компонентом данного узла является реле плавного пуска, которое ограничивает пусковые токи при включении сварочного оборудования.
Управляющий блок
В его основе лежит ШИМ-контроллер, который координирует работу всех транзисторов. По сути это микросхема, которая управляет инвертором. В процессе работы происходит также контроль входного напряжения и параметров сварочного тока. При обнаружении неполадок срабатывает защита, и работа аппарата блокируется. Управляющий блок задействуется в процессе ручной регулировки силы сварочного тока – посредством ручки резистора, которая выводится на панель управления инвертора.
Цифровой блок управления отвечает за работу таких полезных систем, как легкий розжиг, стабилизация и форсаж дуги. Это позволяет добиваться высокого качества шва с наименьшими усилиями пользователя.

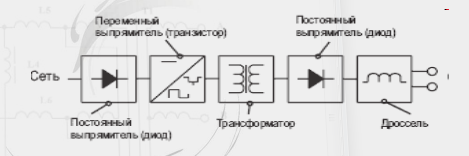
Схема работы инвертора
Есть множество схем построения компонентов инверторного сварочного аппарата. Однако разобраться в них без посторонней помощи может разве что специалист. Мы не будем усложнять задачу, и для общего представления устройства инвертора приведем логическую, т.е. упрощенную, схему.

если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите info@dvt-spb.ru мы обязательно вам поможем!
- 14.09.2020Просмотров: 1989
Содержание:
- 3 класса сварочных инверторов
- Преимущества инверторов
- Сварочные инверторы vs трансформаторы
- Сварочные инверторы vs выпрямители
- Полезные функции сварочных инверторов
- Как выбрать инвертор по техническим характеристикам
- Инвертор для бытового использования
- Инвертор для профессионального использования
- 14.09.2020Просмотров: 1666
Содержание:
- Устройство и принцип работы инверторов
- IGBT или MOSFET?
- Три полезные функции
- Достоинства инверторов
- 14.09.2020Просмотров: 1617
Содержание:
- Сила сварочного тока и диаметр электродов
- Условия эксплуатации
- Выносливость оборудования
- Чем еще могут порадовать сварочные инверторы?

